
Знакомая ситуация? Покупаешь свой первый инвертор, пачку
электродов, смотришь пару обучающих роликов и с энтузиазмом берешься за дело. А
на выходе вместо аккуратного валика — пористая, зашлакованная каша с прожогами.
Ко мне иногда обращаются те, кто только столкнулся с этой проблемой, поэтому,
чтобы наглядно показать, в чем ее корень, я решил провести эксперимент. Сначала
я намеренно сварю деталь так, как это инстинктивно делает новичок, а затем,
изменив всего один нюанс, покажу, как должен выглядеть правильный результат.
Имитируем ошибку новичка
Для начала я воспроизвожу типичную ситуацию, с которой
сталкиваются многие гаражные мастера: привариваю кусок профильной трубы 30х30
со стенкой 1.5 мм к металлической пластине толщиной 3 мм
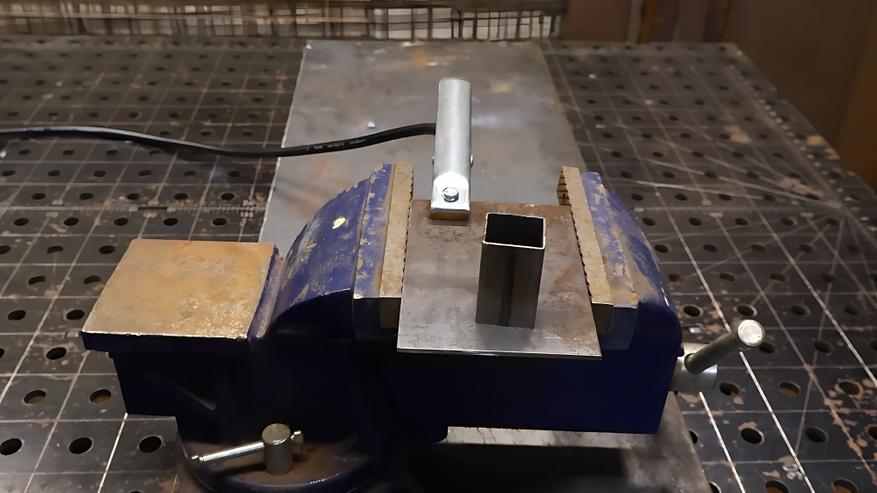
Вот он, наш «пациент»: профтруба 30х30х1.5 и пластина 3 мм. Классика гаражных задач.
Для работы беру народные электроды МР-3 диаметром 3 мм…

Никакого премиума. Берем самые обычные, ходовые электроды, которые есть у многих.
…и выставляю ток в 100 Ампер.

Настройки зафиксированы. 100 Ампер на табло.
Да, 100 Ампер для стенки 1.5 мм может показаться многовато,
но задача стоит привариться к массивной 3-мм пластине, которая эффективно
отводит тепло. На меньшем токе был риск получить непровар именно в основание,
поэтому ток был выбран с запасом. И именно в таких условиях — на грани прожога
— ошибка в технике становится фатальной.
Сразу отмечу: металл перед сваркой я намеренно не зачищаю до
блеска. Это, безусловно, минус. Но я был уверен, что первопричина провала не в
этом. Ржавчина, конечно же, может ухудшить шов, но не превратить его в такую
катастрофу. Настоящая проблема крылась глубже, и я решил сосредоточиться именно
на ней, оставив условия максимально приближенными к реальным «гаражным».
На практике же получилась вот такая картина.

Это не шов, это боль. Металл прожжен, местами залито шлаком,
который въелся намертво.
Я получил типичный набор проблем новичка: металл тонкой
профтрубы прогорел, а сам шов настолько зашлакован, что отбить корку без
разрушения самого валика было невозможно. При этом я старался держать и угол, и
скорость. Так в чем же дело?
Почему шов плохой? Дело не в электродах
Первая мысль, которая возникает в такой ситуации: «Наверное,
электроды плохие». В работе использовались обычные МР-3 «АТЛАНТ». Это не
премиальные ESAB ОК 46.00, но вполне рабочие электроды. Почему именно «тройка»?
Да потому что это самый ходовой, самый универсальный электрод. Задача —
научиться уверенно работать с тем, что всегда под рукой, а не бежать в магазин
за специальными тонкими электродами для каждой конкретной задачи. Дело было
точно не в них.
Проблема оказалась глубже и одновременно проще. Она крылась
в фундаментальном непонимании физики процесса, а именно — в направлении
движения электрода и его влиянии на сварочную ванну.
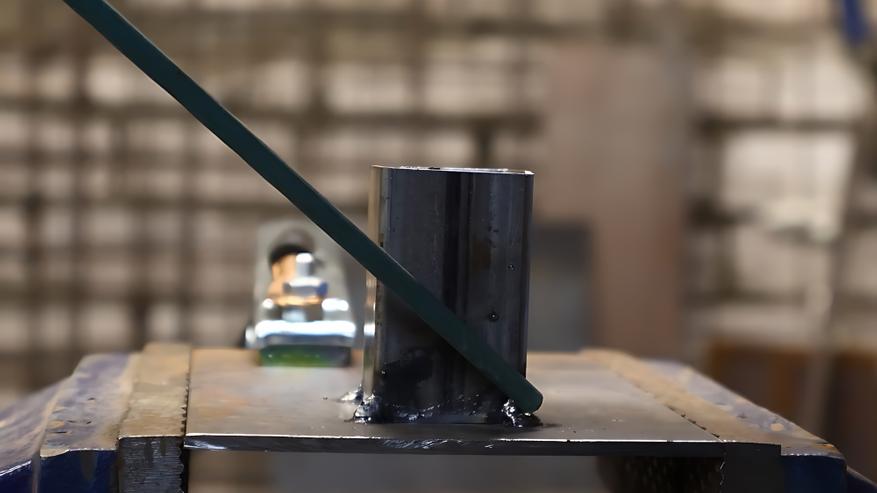
В первой, неудачной попытке, я вел электрод «углом вперед»,
пытаясь лучше видеть шов, как это инстинктивно делают многие новички. Когда вы
толкаете электрод перед собой, давление дуги загоняет жидкий шлак вперед, прямо
в ту точку, где вы собираетесь плавить металл. В итоге дуга горит не на чистом
металле, а пытается пробиться сквозь пленку шлака. Это приводит к
нестабильности, сильному разбрызгиванию, непровару и тем самым прожогам, потому
что для проплавления металла сквозь шлак приходится задерживать электрод на
одном месте.

Правильная техника для этого типа соединения — сварка «углом
назад». В этом случае дуга горит на чистом металле, а шлак сам формируется
позади, укрывая шов. Когда вы ведете шов так, чтобы верхушка электрода всегда
отставала от сварочной ванны («углом назад»), все становится на свои места.
Неважно, тянете ли вы руку на себя или толкаете от себя — главное, чтобы дуга
всегда была впереди шлака. Давление дуги работает на вас, отгоняя жидкий шлак
назад, на уже сформировавшуюся сварочную ванну, обеспечивая стабильное горение
и хороший провар.
От теории к практике: завариваем шов заново
Чтобы окончательно доказать, что проблема крылась именно в
технике, я воспроизвел условия эксперимента один в один. Были взяты те же
материалы: пластина 3 мм, профтруба 30х30х1.5 и тот же самый электрод МР-3
диаметром 3 мм. Ток на аппарате я также оставил без изменений — 100 Ампер.
Сначала я сделал несколько уверенных прихваток. Затем,
наклонив электрод «углом назад» примерно на 30-40 градусов от вертикали, начал
вести шов. Движения — короткие, «точка в точку», с минимальным смещением,
буквально накладывая каждую следующую каплю на предыдущую. Я не спешил, давая
металлу равномерно проплавиться и сформировать ванну.

Результат правильной техники. Шлак лежит ровной,
стекловидной коркой, что говорит о стабильном процессе.
Уже по виду шлаковой корки было понятно, что процесс шел
правильно. Она была однородной, без пор и кратеров. После остывания шлак
отлетел от одного легкого удара молоточком.

Вот он, результат. Ровный, чешуйчатый валик без единого
прожога и пор.
Что в итоге?
Сравните два результата. Один и тот же аппарат, тот же ток,
те же электроды и тот же сварщик. Разница лишь в одном — в понимании того, как
нужно направлять электрод.
Так что в случае, когда у вас получается «каша» из шлака, а
тонкий металл горит — с большой долей вероятности вы ведете электрод «углом
вперед». Перестаньте толкать шлак перед собой. Начните тянуть шов за собой, и
вы сразу увидите, как изменится качество вашей работы. И, конечно, практика,
практика и еще раз практика.
Этим экспериментом я хотел показать простую, но
фундаментальную вещь. Ни самый современный инвертор, ни пачка самых дорогих
электродов не заменят вам главного — правильной техники. Сварка — это в первую
очередь навык, а не набор инструментов. Поймите, как движется дуга и что она
делает со шлаком, и вы сможете варить хорошо даже самым простым аппаратом.
Изображение в превью:
Автор: Pchelkin
Источник: Личный архив автора