
Кто впервые берёт в руки сварочный инвертор, частенько
сталкивается с вопросом: куда подключить держатель с электродом, а куда —
зажим массы? А ведь это не просто технический «пустяк». Выбор полярности при подключении
держателя электрода и зажима массы к сварочному инвертору — ключевой фактор, определяющий качество сварного соединения. Ошибка в полярности
может привести к прожогам, непроварам и нестабильности дуги, особенно для
начинающих сварщиков.
Как «плюс» и «минус» управляют теплом в сварочной дуге
В основе ручной дуговой сварки лежит электрическая дуга,
возникающая между кончиком электрода и деталью. Протекающий ток раскаляет и
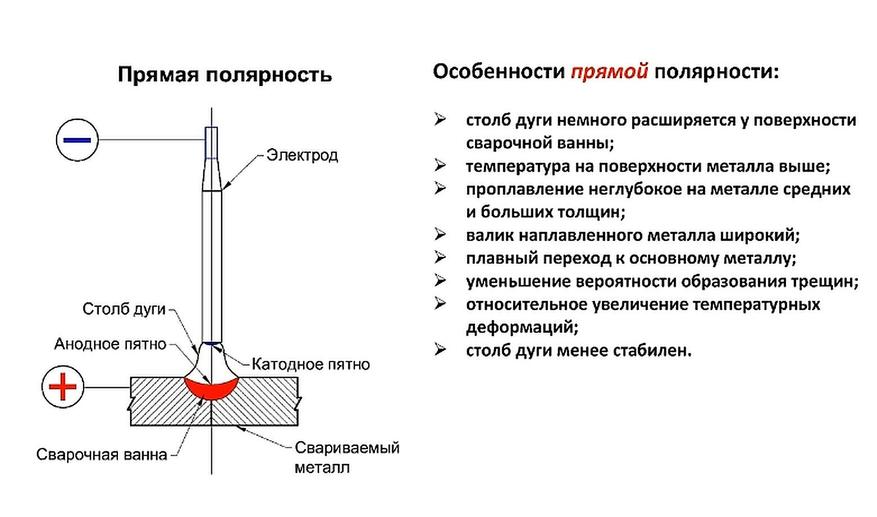
плавит металл. При прямой полярности электрод подключён к «минусу» источника, а
деталь — к «плюсу». В этом случае большая часть тепла, примерно 60-70 %,
концентрируется на свариваемом изделии, так как оно интенсивно «бомбардируется»
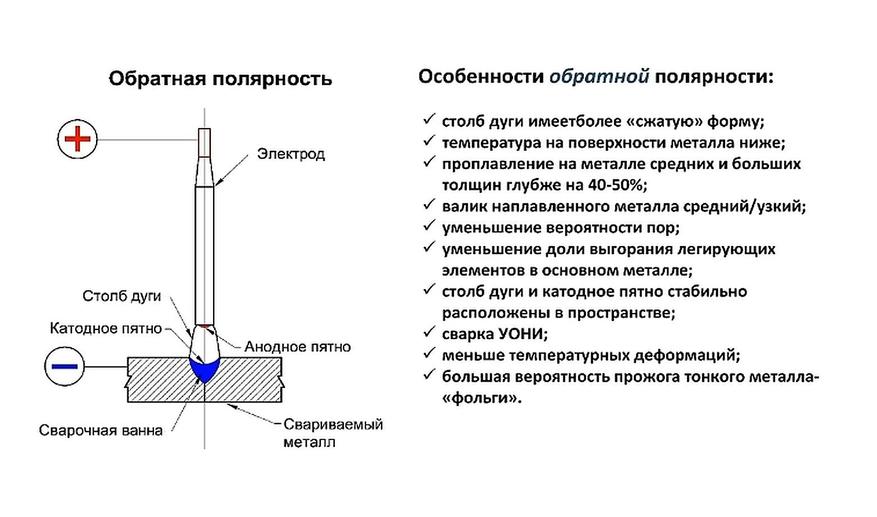
электронами, летящими от электрода. Если же мы выбираем обратную полярность, то
электрод оказывается на «плюсе», а деталь — на «минусе». Теперь уже электрод
получает львиную долю тепла (те же 60-70 %), подвергаясь ионной «атаке». Именно
это различие в распределении тепловой энергии и определяет, какую полярность
выбрать для конкретной задачи и типа электрода.
Рутиловые электроды: универсальность с секретами управления
Электроды с рутиловым покрытием (такие как популярные
АНО-21, МР-3 или ОК 46.00) известны своей «всеядностью» и лояльностью к
новичкам — они допускают сварку на любой полярности. Но здесь кроется важный
нюанс, позволяющий значительно улучшить результат. При работе с тонким
металлом, например, профильной трубой или листовой сталью небольшой толщины,
предпочтительнее прямая полярность (электрод на «минусе»). Так как основной
нагрев идёт на деталь, а сам электрод греется меньше, вероятность прожога
снижается, дуга горит мягче, тепловложение (количество тепловой энергии, которая поступает в свариваемый металл от источника нагрева за единицу длины шва) становится более «щадящим». Это
идеальный выбор, если вы боитесь прожечь тонкостенную конструкцию.
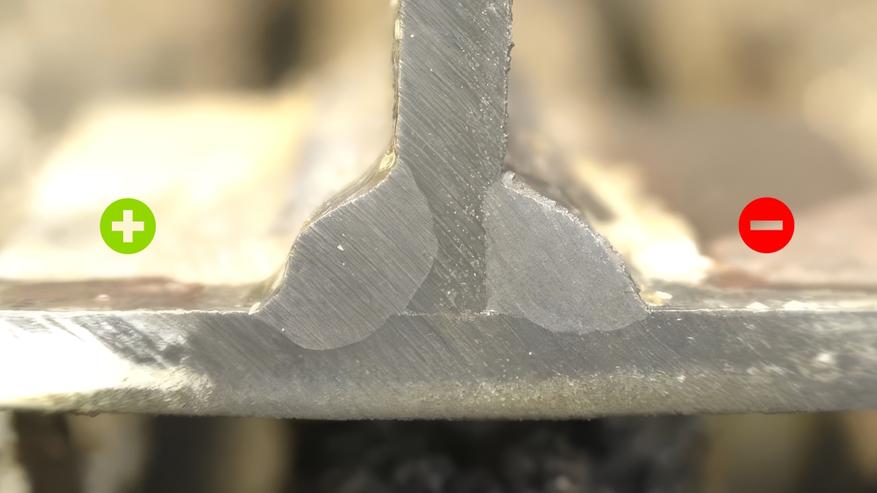
Когда же стоит задача проплавить толстый металл и обеспечить
максимальную глубину шва, на помощь приходит обратная полярность (электрод на
«плюсе»). Усиленный нагрев электрода способствует его интенсивному плавлению, а
более энергичное воздействие дуги на основной металл обеспечивает глубокое
проплавление. Шов получается надёжным, что критически важно для ответственных
соединений. Для рутиловых электродов полярность становится инструментом точного
контроля тепловложения: на прямой мы «рассеиваем» тепло для деликатной работы,
на обратной — концентрируем для «пробивания» толщины.
Электроды с основным покрытием
Совершенно иная картина с электродами, имеющими основное
покрытие (например, УОНИ 13/55). Они обеспечивают высочайшие механические
свойства шва, особенно ударную вязкость при низких температурах, но требуют
более высокой квалификации сварщика и тщательной подготовки металла. Электроды
с основным покрытием сваривают исключительно на обратной полярности (электрод
на «плюсе»). Это обусловлено их химическим составом: компоненты покрытия,
разлагаясь в дуге, создают защитную газовую атмосферу с низким содержанием
водорода. Стабильное горение дуги, качественный перенос металла и надёжная
защита сварочной ванны достигаются только при таком подключении. Попытка
использовать прямую полярность для «основных» электродов приведёт к
нестабильной дуге, пористости и общему ухудшению качества шва.
Почему новичкам критически важно понимать разницу
Опытный сварщик часто интуитивно чувствует, как ведёт себя
дуга, и может корректировать параметры «на лету». Но для новичка, опирающегося
на инструкции, неправильный выбор полярности становится источником постоянных
проблем: прожоги тонкого металла при избыточном тепле обратной полярности, или,
наоборот, поверхностный, непроваренный шов на толстых деталях при использовании
прямой. С «основными» электродами ошибка в полярности и вовсе сведёт на нет все
их преимущества.
Простое практическое правило, особенно для рутиловых
электродов: если нужно сварить тонкий металл и избежать прожогов (сделать его
ровным, прямым), выбирайте прямую полярность (электрод на «минусе»). Если же
цель — максимальная глубина провара на толстом металле, смело ставьте электрод
на «плюс» (обратная полярность). А для электродов УОНИ — без вариантов «плюс»
на держаке. Всегда сверяйтесь с рекомендациями производителя на упаковке
электродов — там обычно указывается предпочтительная полярность.
Освоение сварки — это путь от формального следования
инструкциям к глубокому пониманию процессов, происходящих в дуге. Осознанный
выбор полярности — один из первых и важнейших шагов на этом пути.
Экспериментируйте (там, где это допустимо), наблюдайте, анализируйте, и тогда
идеальный сварочный шов будет не случайной удачей, а закономерным результатом
вашего мастерства.
Изображение в превью:
Автор: Pchelkin & Co
Источник: Камера (смартфона) M2010J19SG